Tapers and Chuck
keys page
Disclaimer
This information HAS errors and is made available
WITHOUT ANY WARRANTY OF ANY KIND and without even the
implied warranty of MERCHANTABILITY or FITNESS FOR A
PARTICULAR PURPOSE. It is not permissible to be read by
anyone who has ever met a lawyer or attorney. Use is confined to
Engineers with more than 370 course hours of engineering.
If you see an error contact:
+1(785) 841 3089
inform@xtronics.com
- Tapers and Chuck keys page
- Disclaimer
- Milling Machine Tapers
- Spindle Size Number
-
- Universal Kwik-Switch
- Kwik-Switch 200 part numbers
- Universal 5 digit numbers *
means have..
- Universal 6 digit numbers
- Briney Numbers
- SPI numbers
- Scully-Jones numbers
- Tool-Holders with Collars or Flanges
- Single Flange Tool-Holders
- Dual Flange Tool-Holders
- BT-Flange and ISO-Flange
- Caterpillar V-flanges
- DIN 69871-A TAPER
- R8, R-8 or M1TR taper -- Common
Bridgeport Tapered Draw-Bar
- Machine Taper Dimensions table -
Morse - Brown & Sharp - Jarno - Jacobs
- Chuck keys
- B-Taper (DIN ISO 239)
- ER Tapers
- Taper wipers
Milling Machine
Tapers
Parent page is Machining
There are really only a few tapers in common use even with all
the names for milling machine tapers. Quite a few manual milling
machines use the "R-8" taper, but most CNC and large machines use
something else. A tool-holder consists of 2 sections separated by
the gage line (the gage line is an imaginary line marking the
portion of the tool-holder that matches the bottom edge of the
machine spindle). The taper fits into the spindle allowing the
machine spindle to transfer rotary motion to the tool holder which
holds the tool.
A toolholder has a 2 part specification, taper and tool. This
page covers the machine-to-toolholder standard and not the
holder-to-tool standard. and example might help. A NMTB #30 collet
chuck and an NMTB 1/2" endmill holder fit the same machine, but
hold different tools.
The NMTB refers to the taper standard family - the #30
the shank size (if they leave off the #30 part it is assumed to be
the small one.) At the end of the tool-holder name is the name of
the tool type - 1/2" end-mill holder
NMTB(National Tool Builders Association)
MMT stands for Milling Machine Taper - what became Erickson
quick-change spindles
Conversely, a NMTB 1/2" end-mill tool-holder and a Universal
Kwik-Switch 200 1/2" end-mill tool-holder will hold the same tool,
but fit different machines. The drawings below show only the taper
portion of the tool-holder.
Spindle Size
Number
The ANSI standard size is determined by the machine size; Larger
machines use larger shanks.
| Spindle size to Machine size |
| Taper Shank No. |
Machine Size |
| #60 |
Very large machines |
| #50 |
Medium size machines (20 to 50 HPs) |
| #40 |
Small size machines |
| #30 |
Very small machines |
All of the major tapers, except the Universal Kwik-Switch family,
use the 3 1/2" in 12" model of the NMTB or 7:24. A 3/8" end-mill
#50 NMTB tool-holder is about a serious 9 pounds of metal compared
to dainty 3/4 of a pound for a #30 NMTB 1/4" end-mill tool-holder.
Universal
Kwik-Switch
A Tool-Holders with Ears!
|
This taper style is also made by Collis who call it
Rapid-Switch.
The Kwik-Switch is supplied as alternative tooling in
Bridgeport, Wells index, and other machines. The 200
series is pretty much equivalent to the NMTB #30, but has
more mass and a more positive lock.
This is not a Milling Machine taper.it is actually a 2
inch TPF.
2"/ft is about 9.46 deg But the taper on the
200 is really 9.142848 deg ..
the 7/24 tapers are 16.26 deg .. (The narrower Kwik-Switch
taper doesn't need as much vertical holding force - thus a
nut rather than a drawbar.. )
|
, 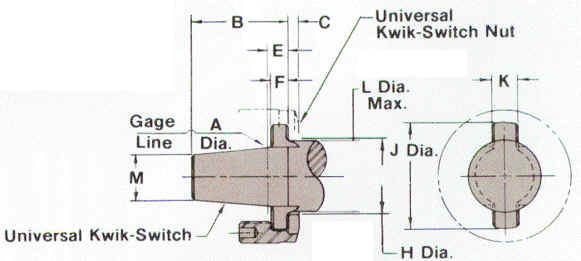
| Kwik-Switch Size |
A |
B |
C |
E |
F |
H |
J |
K |
L |
M |
| 100 |
.875 |
1.44 |
0.16 |
0.312 |
0.250 |
1.12 |
1.56 |
0.375 |
1.06 |
0.68 |
| 200 |
1.312 |
2.50 |
0.22 |
0.375 |
0.312 |
1.75 |
2.12 |
0.500 |
1.68 |
0.97 |
200 in mm
|
33.3248
|
63.500
|
5.588
|
9.525
|
7.9248
|
44.450
|
53.848
|
12.700
|
42.672
|
24.638
|
| 300 |
1.625 |
2.94 |
0.28 |
0.438 |
0.375 |
2.00 |
2.50 |
0.500 |
1.94 |
1.22 |
| 400 |
2.250 |
3.62 |
0.34 |
0.500 |
0.438 |
2.81 |
3.25 |
0.625 |
2.75 |
1.75 |
|
According to Wells Index:
200 KS stands for 200 Kwik Switch (AKA Rapid-Switch or rapid
change) designed by Universal Engineering and it is not like
any other. It is about the same size as #30 NMTB or #30 MMT.
Used and new tooling is available.
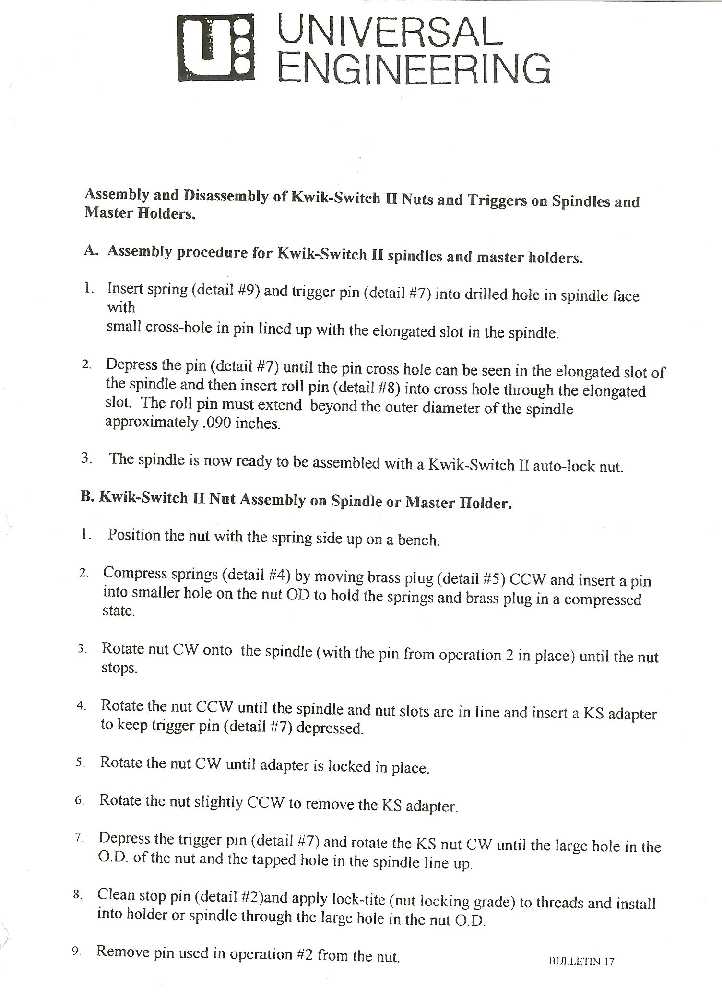
As the holder lock-nut is opened, coil springs are compressed. When
the open position is reached, a mechanical latch holds the nut open.
This latch is operated by a trigger pin. The trigger pin is
depressed by one of the tool adapters lugs as the adapter is
inserted into the spindle socket. When the trigger pin is depressed,
it releases the compression springs. This causes the spindle nut to
rotate which draws the tool adapter up into the locking angle
tapered socket. Since locking force is always present, the nut
continues to tighten under load. 
Other companies make tooling that will fit it and call it rapid
switch or rapid change. It is about the same size as #30 NMTB or #30
MMT. Used and new tooling is available
http://universaldevlieg.com/
https://toolholderexchange.com/kwik-switch/
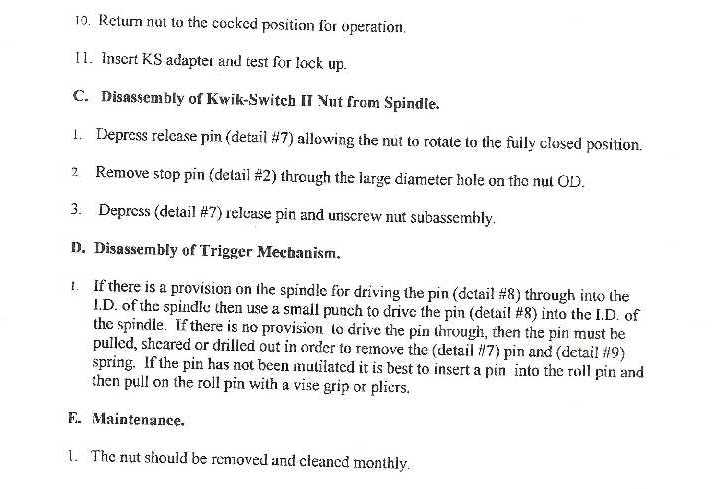
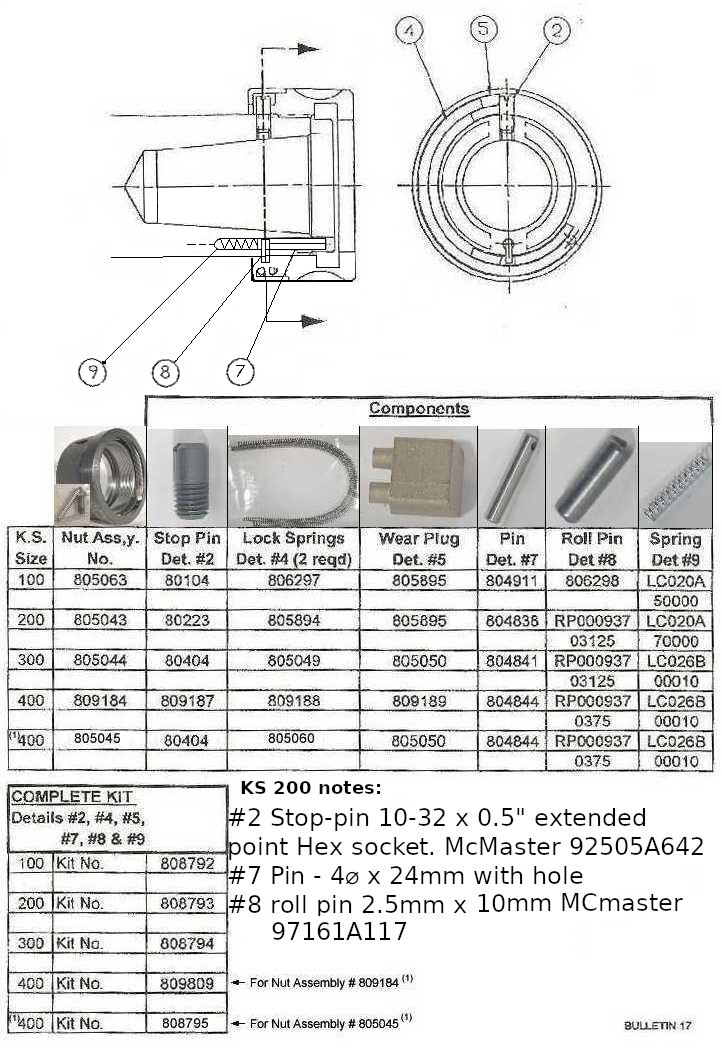
VERY IMPORTANT - one needs to press in the trigger-pin #7 while
disassembling below to prevent damage to roll-pin.
In part B below - one wants to compress the spring most of the way
so there is something to stop the roll-pin as it is inserted.
2008 Catalog
Kwik-Switch 200
part numbers
Universal 5 digit
numbers * means have..
*15905 Acura-Tap T&C Collet Chuck 1/2"
15925 Quick Change Tension & Compression Tap Chucks - tap
adapter size -1 BILZ WE 1 3/8
Tap holders https://www.bilzusa.com/parts_info.php?tool=tapping_WE_adapter_WE_ANSI
#0-9/16 Hand 1/8 Pipe
More tap adapters - see catalog above
15707 200 Tap Chuck
60047 Jacobs Taper #33 Adapter (same as 80255)
80220 1/2" DT collet Chuck
80226 Morse #1
*80227 Morse #2
80228 Morse #3 has open end drift
Shell mill adapters are American National Standard mount..
80219 ww
80220 Y double taper collet holder - uses 551084 collet nut
80221 Z double taper collet holder - uses 551090 collet nut
80222 ZZ
80231 Shell mill adapter 0.500"
80232 Shell mill adapter 0.750"
*80233 Shell mill adapter 1.000" (Pilot Diameter 1.000 - Pilot
Length .68(11/16) - Nose Diameter 2.12 - Drive Key Size 3/8)
80235 1/16 -3/8" Acura-Flex Collet Chuck
80236 7/64 -1/2" Acura-Flex Collet Chuck
80237 7/64 - 3/4" Acura-Flex Collet Chuck
* 80239 Locking Fixture - holds tool holder for tightening
*80242 End Mill Holder 0.375" and as Briney
**80243 End Mill Holder 0.500" and as Briney (total 3)
80244 End Mill Holder 0.625" as Briney
*80245 End Mill Holder 0.750" and as Briney
*80246 End Mill Holder 0.875"
*80247 End Mill Holder 1.000"
Jacobs Adapters - more lower
80250 Master Morse taper #3 -
want - no longer made
80251 Jacobs #0
80252 Jacobs #1 As Scully-Jones 95512-J1
*80253 Jacobs # 2
80254 Jacobs #6
*80255 Jacobs #33
80257 Morse 4 master head
80261 Stubarbor 3/4" 0.75
80262 Stub arbor 7/8" 0.875
*80263 1" Stub Arbor With 4 spacers (two 1/4", one 3/8", and one
1/8"), removable Woodruff key and nut
80274 Boring Head (for 3/8" sq tool)
80275 Boring Head (for 3/8" sq tool) 6.5" long
*80292 Acme Shank Adapter 3/4"
80698 Jacobs #3
*80721 End-mill holder .250"
80757 BORING HEAD ADAPTER 1-1/4"-20?? 1 1/4 fine thread 1/2 long and
3 3/8 OAL over all length
80851 1.5" mill holder
80881 Boring Head Adapter 7/8-20
80891 Boring Head Adapter 1.5-18,
90258 Jacobs # 2 ???
* 97041 = 97101 + 97047
*97047 (head) OY boring Chuck head - Y Double taper
*97101 Shank (could be about the same as 80891?? 7/8-20 thread
mount.
97374 (head) 97375(whole assembly) 97101 (shank)
97375 3 hole (3/8") boring Chuck.
Universal 6 digit
numbers
801163 Jacobs #4
801431 End Mill Holder 0.1875"
801512 Boring Head Adapter 7/8-18
802481 End Mill Holder 0.3125"
802785 End Mill Holder 0.125"
*805560 Boring tool Valenite E-Z-set AHACS (1.25"??) 55°
(little one) These must use triangle inserts..
* 805564 Boring tool size 5 MicroBore, 5" projection Has
317896? microbore cartridge (5-40x0.375" FH cartrige scresw"
#3-48x.250" insert screw) 55°
Insert - TC_ _1102_ _ ???? Valenite E-Z-set BHACS (B-Ang
-- approach 85°
809562 arbor 7/8" recess with 1/2-20 bolt
ER collet chucks
*KS2ER16112 ER16 - max tightening torque 68 Nm
*KS2ER32181 ER32 - max tightening torque 170 Nm
Dimensions of
Kwik-Switch 200 mill holders
|
| Number |
A(diameter) |
B |
C |
M |
| 802785 |
0.125 |
0.44 |
1.03 |
0.62 |
| 801431 |
0.1875 |
0.56 |
1.03 |
0.68 |
| 80721 |
0.25 |
0.75 |
1.41 |
1 |
| 802481 |
0.3125 |
0.75 |
1.41 |
1 |
| 80242 |
0.375 |
0.75 |
1.41 |
1 |
| 802482 |
0.4375 |
? |
? |
? |
| 80243 |
0.5 |
0.88 |
1.41 |
1.31 |
| 80244 |
0.625 |
0.94 |
1.41 |
1.62 |
| 80245 |
0.75 |
1 |
1.66 |
1.72 |
| 80246 |
.8750 (1) |
1 |
1.91 |
1.94 |
| 80247 |
1.0000 (1) |
1.12 |
2.03 |
1.94 |
Universal Engineering (TSD) part numbers, Master holders
-dimensions and specifications
Kwik
Switch
Family |
N.M.M.
Shank |
Universal
Part No. |
C |
D |
Thread |
Nut
Part No. |
Wrench
Part No. |
| 100 |
30 |
80108 |
1.75 |
2.00 |
1/2-13 |
805063 (A) |
80103 |
| 100 |
30 |
80105 |
1.55 |
2.00 |
1/2-13 |
80102 (M) |
80103 |
| 100 |
40 |
80115 |
1.75 |
2.00 |
5/8-11 |
805063 (A) |
80103 |
| 100 |
40 |
80106 |
1.5 |
2.00 |
5/8-11 |
80102 (M) |
80103 |
| 200 |
30 |
80225 |
3.28 |
2.56 |
1/2-13 |
805043 (A) |
80203 |
| 200 |
30 |
80204 |
3.28 |
2.56 |
1/2-13 |
80202 (M) |
80203 |
| 200 |
40 |
80238 |
2.00 |
2.56 |
5/8-11 |
805043 (A) |
80203 |
| 200 |
40 |
80205 |
1.719 |
2.56 |
5/8-11 |
80202 (M) |
80203 |
| 200 |
50 |
80248 |
2.06 |
2.56 |
1-8 |
805043 (A) |
80203 |
| 200 |
50 |
80206 |
1.84 |
2.56 |
1-8 |
80202 (M) |
80203 |
200
|
B&S #9
|
2059
|
3.33
|
2.56
|
1/2-13
|
80202
(M) |
80203
|
| 300 |
40 |
804446 |
2.91 |
3.00 |
5/8-11 |
805044 (A) |
80303 |
| 300 |
40 |
80305 |
2.91 |
3.00 |
5/8-11 |
80302 (M) |
80303 |
| 300 |
50 |
804448 |
2.25 |
3.00 |
1-8 |
805044 (A) |
80303 |
| 300 |
50 |
80306 |
2.03 |
3.00 |
1-8 |
80302 (M) |
80303 |
| 400 |
50 |
804495 |
2.78 |
3.75 |
1-8 |
805045 (A) |
80403 |
| 400 |
50 |
80406 |
2.72 |
3.75 |
1-8 |
80402 (M) |
80403 |
(M) Manual Nut (A)
Automatic Nut (NMM ) National Milling Machine
Briney Numbers
*QS200E-038-141 3/8" end mill holder
*QS200E-050-141 1/2" end mill holder
*QS200E-062-141 5/8" end mill holder
*QS200E-075-166 3/4" end mill holder
*QS200-THM-100 Tap Holder ? Not as heavy as the end-mill
holder
SPI numbers
The end dash-number is not always there
74-025 -8 thru 74-27 -4 double angle collets
End-mill holders
74-032 -4 3/16"
74-033 -2 1/4"
74-034 -0 5/16"
* 74-035 -7 3/8"
74-036 -5 1/2"
74-037 -3 5/8"
74-038 -1 3/4"
74-039 -9 7/8"
*74-040 -7 1" end-mill holder
Shell End mill arbors
74-096 -9 3/4" spigot
74-097 -7 1"
74-083 -7 Jacobs 1
74-093 -6 Jacobs 2
74-084 -5 jacobs 3
74-085 -2 Jacobs 6
*74-086 -0 B16 Jacobs 33
74-062 -1 MT1
74-063 -9 MT2
74-064 -7 MT3
74-108 -2 Tapping head tap holder #4-1/2
Scully-Jones
numbers
*95512-J1 - Jacobs #1
Tool-Holders with
Collars or Flanges
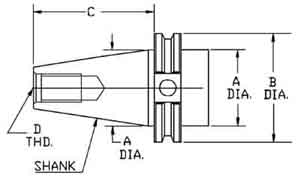
Single Flange
Tool-Holders
| The single collar taper is the most popular, as evidenced
by the numerous names it has. Most often NMTB or Erickson
Quick Change. NMTB (from National MachineTool
Builders' Association, 1927. and also known as DIN
2080 / IS 2340 SHANK)
You'll see it called Quick Change, NMTB, MM, National
Standard, American Standard Machine Taper, ISOXX, &
QCXX...
The American Standard Steep Machine Taper (ASA
B5.10-1963) defines 12 tapers: #5, #10, #15, #20, #25,
#30, #35, #40, #45, #50, #55, #60. Those numbers in bold
are the "Preferred Series" while the others are in the
"Intermediate Series".
ANSI mentions six taper shank sizes including #30, #35,
#40, #45, #50, and #60. For all the sizes the taper is 3
1/2" per foot. The taper is 3.500 inches per foot and
is also referred to as "7 in 24" or 7/24 or better yet
7:34; the computed angle is 16.5943 degrees
|
, 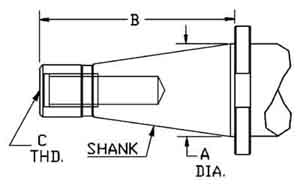 |
| Shank |
Slot |
A |
B |
C |
| 30 |
16.1 [.634] |
31.75 [1.250] |
68.4 [2.75] |
1/2-13 |
| 40 |
16.1 [.634] |
44.45 [1.750] |
93.4 [3.75] |
5/8-11 |
| 50 |
25.7 [1.012] |
69.85 [2.750] |
126.8 [5.12] |
1-8 |
|
Dual Flange
Tool-Holders
There are two common dual flange types: V-flange (often referred
to as Caterpillar V-flanges) and BT-flange.
BT-Flange and
ISO-Flange
| BT-flange holders are widely used in Japanese and European
made machining centers and have metric threads for the
retention knob, but their adapters can be designed to
accommodate a wide range of inch-dimensioned cutting tools.
The BT Flange is also known as
- JMTBA MAS-403 "BT"
- JIS B 6339 - 1986
- JIS B6339 - 1992
- ISO 7388/1 - 1983
|
, 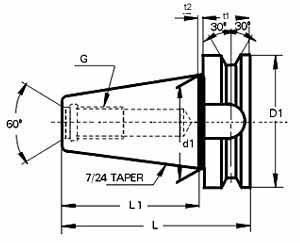
| MODEL |
D1 |
D2 |
t1 |
t2 |
L1 |
L2 |
L3 |
L |
d1 |
d2 |
G |
| BT20* |
? |
? |
? |
? |
? |
? |
? |
? |
? |
? |
? |
| BT30 |
46 |
38 |
20 |
2 |
48.4 |
34 |
24 |
70.4 |
31.75 |
12.5 |
M12 |
| BT40 |
63 |
53 |
25 |
2 |
65.4 |
70 |
30 |
92.4 |
44.45 |
17 |
M16 |
| BT50 |
100 |
85 |
35 |
3 |
101.8 |
90 |
45 |
139.8 |
69.85 |
25 |
M24 |
*used by SAKAI MM-250 S3 Milling machine |
Caterpillar
V-flanges
| Caterpillar V-flanges use inch threads for the retention
knob and are used to hold inch-dimensioned cutting tools.
You'll see the CAT flange referred to as DIN69871
I've seen them most often referred to as CAT-30, CAT-40,
CAT-45, and CAT-50 and CAT-40 seems to be the most common.
|
, 
SHANK
SIZE |
A
GAGE LINE |
B |
C |
D |
| V30 |
1.250 |
1.812 |
1.875 |
1/2-13 |
| V40 |
1.750 |
2.500 |
2.687 |
5/8-11 |
| V45 |
2.250 |
3.250 |
3.250 |
3/4-10 |
| V50 |
2.750 |
3.875 |
4.000 |
1-8 |
[Inches]
|
DIN 69871-A TAPER
| Need information on this one... |
, 
| MODEL |
D1 |
D2 |
t1 |
t2 |
L1 |
L2 |
L3 |
d1 |
d2 |
M max |
G |
| 10 |
23 |
18.46 |
5.5 |
? |
20.5 |
? |
? |
15.875 |
? |
? |
? |
| 20 |
33 |
27 |
8 |
? |
33.3 |
? |
? |
22.225 |
? |
? |
? |
| 25 |
37 |
31 |
8 |
? |
39.7 |
? |
? |
25.4 |
? |
? |
? |
| 30 |
50 |
44.30 |
15.9 |
3.2 |
47.8 |
33.5 |
24 |
31.75 |
13 |
45 |
M12 |
| 40 |
63.55 |
56.25 |
15.9 |
3.2 |
68.4 |
42.5 |
32 |
44.45 |
17 |
50 |
M16 |
| 50 |
97.5 |
91.25 |
15.9 |
3.2 |
101.75 |
61.5 |
47 |
69.85 |
25 |
80 |
M24 |
|
R8, R-8 or M1TR
taper -- Common Bridgeport Tapered Draw-Bar
|
This is not truly a taper as defined by Machinery's
Handbook, since it is held in place by a drawbar. Picture
a long 7/16"NF bolt leading down through the spindle,
threading onto the R-8 tool-holder. The included angle is
8.25°1 OD of 1.25" 18.85/2 degrees or 8.25??
Taper = 16 Deg 51 Min.Included
End Dia. .9495 +0 -.0003
Overall from front dia. of 1 1/4"is 4" Undercut dia.
15/16"
The "arctan(3.5/12)" solution by definition implies a
right triangle with a 3.5" short side and 12" long side.
Thus, the hypotenuse is 1.25".
|
,  |
Machine Taper
Dimensions table - Morse - Brown & Sharp - Jarno - Jacobs
| Taper Name |
Large End
Diameter |
Taper/ft |
Taper/in |
Angle in degrees
From Center |
Small End
Diameter |
Length |
| #0 Morse |
0.356 |
0.625 |
0.052 |
1.491 |
0.252 |
2.000 |
| #1 Morse |
0.475 |
0.599 |
0.050 |
1.429 |
0.369 |
2.130 |
| #2 Morse |
0.700 |
0.599 |
0.050 |
1.431 |
0.572 |
2.560 |
| #3 Morse |
0.938 |
0.602 |
0.050 |
1.438 |
0.778 |
3.190 |
| #4 Morse |
1.231 |
0.623 |
0.052 |
1.488 |
1.020 |
4.060 |
| #4-1/2 Morse |
1.500 |
0.624 |
0.052 |
1.489 |
1.266 |
4.500 |
| #5 Morse |
1.748 |
0.632 |
0.053 |
1.507 |
1.475 |
5.190 |
| #6 Morse |
2.494 |
0.626 |
0.052 |
1.493 |
2.116 |
7.250 |
| #7 Morse |
3.270 |
0.624 |
0.052 |
1.489 |
2.750 |
10.000 |
| #1 Brown & Sharpe |
0.239 |
0.502 |
0.042 |
1.198 |
0.200 |
0.940 |
| #2 Brown & Sharpe |
0.300 |
0.502 |
0.042 |
1.198 |
0.250 |
1.190 |
| #3 Brown & Sharpe |
0.375 |
0.502 |
0.042 |
1.198 |
0.313 |
1.500 |
| #4 Brown & Sharpe |
0.421 |
0.502 |
0.042 |
1.199 |
0.350 |
1.690 |
| #5 Brown & Sharpe |
0.539 |
0.502 |
0.042 |
1.197 |
0.450 |
2.130 |
| #6 Brown & Sharpe |
0.600 |
0.503 |
0.042 |
1.201 |
0.500 |
2.380 |
| #7 Brown & Sharpe |
0.720 |
0.502 |
0.042 |
1.197 |
0.600 |
2.880 |
| #8 Brown & Sharpe |
0.899 |
0.501 |
0.042 |
1.196 |
0.750 |
3.560 |
| #9 Brown & Sharpe |
1.078 |
0.501 |
0.042 |
1.196 |
0.900 |
4.250 |
| #10 Brown & Sharpe |
1.260 |
0.516 |
0.043 |
1.232 |
1.045 |
5.000 |
| #11 Brown & Sharpe |
1.498 |
0.501 |
0.042 |
1.196 |
1.250 |
5.940 |
| #12 Brown & Sharpe |
1.797 |
0.500 |
0.042 |
1.193 |
1.500 |
7.130 |
| #13 Brown & Sharpe |
2.073 |
0.500 |
0.042 |
1.194 |
1.750 |
7.750 |
| #14 Brown & Sharpe |
2.344 |
0.500 |
0.042 |
1.194 |
2.000 |
8.250 |
| #15 Brown & Sharpe |
2.615 |
0.500 |
0.042 |
1.194 |
2.250 |
8.750 |
| #16 Brown & Sharpe |
2.885 |
0.500 |
0.042 |
1.194 |
2.500 |
9.250 |
| #17 Brown & Sharpe |
3.156 |
0.500 |
0.042 |
1.194 |
2.750 |
9.750 |
| #18 Brown & Sharpe |
3.427 |
0.500 |
0.042 |
1.194 |
3.000 |
10.250 |
| #2 Jarno |
0.250 |
0.600 |
0.050 |
1.432 |
0.200 |
1.000 |
| #3 Jarno |
0.375 |
0.600 |
0.050 |
1.432 |
0.300 |
1.500 |
| #4 Jarno |
0.500 |
0.600 |
0.050 |
1.432 |
0.400 |
2.000 |
| #5 Jarno |
0.625 |
0.600 |
0.050 |
1.432 |
0.500 |
2.500 |
| #6 Jarno |
0.750 |
0.600 |
0.050 |
1.432 |
0.600 |
3.000 |
| #7 Jarno |
0.875 |
0.600 |
0.050 |
1.432 |
0.700 |
3.500 |
| #8 Jarno |
1.000 |
0.600 |
0.050 |
1.432 |
0.800 |
4.000 |
| #9 Jarno |
1.125 |
0.600 |
0.050 |
1.432 |
0.900 |
4.500 |
| #10 Jarno |
1.250 |
0.600 |
0.050 |
1.432 |
1.000 |
5.000 |
| #11 Jarno |
1.375 |
0.600 |
0.050 |
1.432 |
1.100 |
5.500 |
| #12 Jarno |
1.500 |
0.600 |
0.050 |
1.432 |
1.200 |
6.000 |
| #13 Jarno |
1.625 |
0.600 |
0.050 |
1.432 |
1.300 |
6.500 |
| #14 Jarno |
1.750 |
0.600 |
0.050 |
1.432 |
1.400 |
7.000 |
| #15 Jarno |
1.875 |
0.600 |
0.050 |
1.432 |
1.500 |
7.500 |
| #16 Jarno |
2.000 |
0.600 |
0.050 |
1.432 |
1.600 |
8.000 |
| #17 Jarno |
2.125 |
0.600 |
0.050 |
1.432 |
1.700 |
8.500 |
| #18 Jarno |
2.250 |
0.600 |
0.050 |
1.432 |
1.800 |
9.000 |
| #19 Jarno |
2.375 |
0.600 |
0.050 |
1.432 |
1.900 |
9.500 |
| #20 Jarno |
2.500 |
0.600 |
0.050 |
1.432 |
2.000 |
10.000 |
| #0 Jacobs |
0.250 |
0.592 |
0.049 |
1.412 |
0.228 |
0.440 |
| #1 Jacobs |
0.384 |
0.925 |
0.077 |
2.207 |
0.333 |
0.660 |
| #2 Jacobs |
0.559 |
0.979 |
0.082 |
2.335 |
0.488 |
0.880 |
| #2 Short Jacobs |
0.549 |
0.979 |
0.082 |
2.335 |
0.488 |
0.750 |
| #3 Jacobs |
0.811 |
0.639 |
0.053 |
1.525 |
0.746 |
1.220 |
| #4 Jacobs |
1.124 |
0.629 |
0.052 |
1.501 |
1.037 |
1.660 |
| #5 Jacobs |
1.413 |
0.620 |
0.052 |
1.480 |
1.316 |
1.880 |
| #6 Jacobs |
0.676 |
0.623 |
0.052 |
1.487 |
0.624 |
1.000 |
| #33 Jacobs |
0.624 |
0.762 |
0.064 |
1.818 |
0.561 |
1.000 |
#33 Jacobs mm
|
15.8496
|
|
|
1.818 |
13.2494
|
25.4
|
| Taper Name |
Large End
Diameter |
Taper/ft |
Taper/in |
Angle in degrees
From Center |
Small End
Diameter |
Length |
Morse in metric
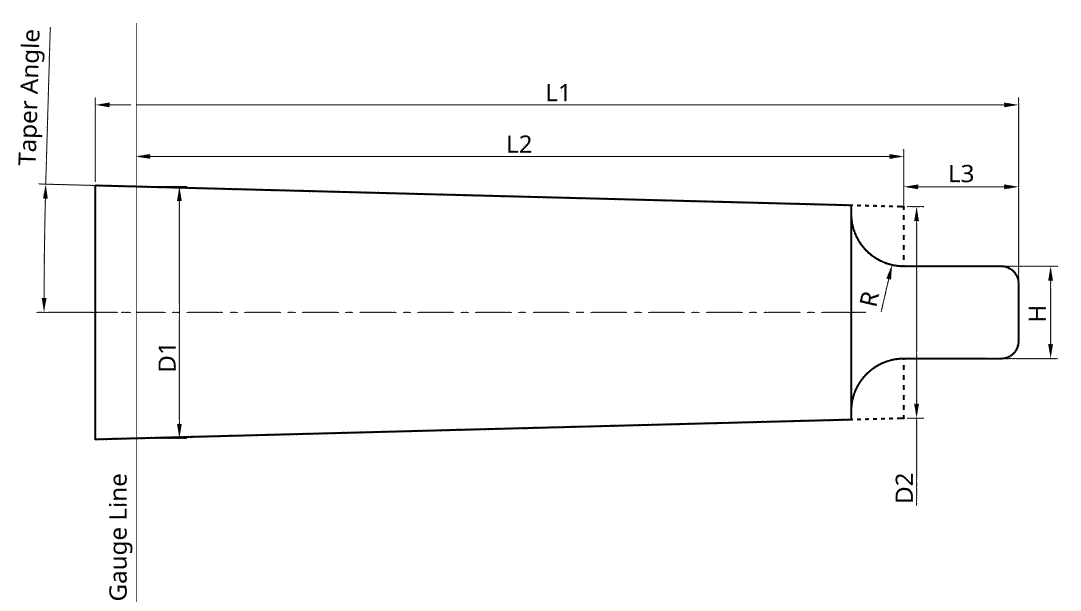
| MT Size |
D1 (mm) |
D2 (mm) |
L2 (mm) |
Taper (μm/mm) |
Half-Angle |
L1 (mm) |
L3 (mm) |
H (mm) |
R (mm) |
| 0 |
9.045 |
6.401 |
50.8 |
52.051 |
1°29'26" |
59.531 |
6.350 |
3.967 |
4 |
| 1 |
12.065 |
9.373 |
53.975 |
49.882 |
1°25'43" |
65.087 |
9.525 |
5.159 |
5 |
| 2 |
17.780 |
14.529 |
65.087 |
49.951 |
1°25'49" |
79.375 |
11.112 |
6.350 |
6 |
| 3 |
23.825 |
19.761 |
80.962 |
50.196 |
1°26'16" |
98.425 |
14.287 |
7.938 |
7 |
| 4 |
31.267 |
25.908 |
103.188 |
51.938 |
1°29'15" |
123.825 |
15.875 |
12.159 |
8 |
| 4.5 |
38.100 |
32.156 |
114.300 |
51.999 |
1°29'22" |
N/A |
N/A |
N/A |
N/A |
| 5 |
44.399 |
37.465 |
131.762 |
52.626 |
1°30'26" |
155.575 |
19.050 |
15.875 |
10 |
| 6 |
63.348 |
53.746 |
184.150 |
52.138 |
1°29'36" |
217.487 |
28.575 |
19.050 |
13 |
| 7 |
83.058 |
69.850 |
254.0 |
51.999 |
1°29'22" |
141.275 |
34.925 |
28.575 |
|
Note that Morse Taper sizes (e.g. MT2 or 2MT) are also sometimes
referred to by their German name Morse
Kegel (e.g. MK2). The dimensions for the same number Morse Taper
or Kegel are identical.
Parent page is Machining
Chuck keys
Need information about origin of standard and metric standards..
| Key |
Size |
Comments - Chucks |
| K0 |
1/8" 0.125" |
|
| K2 |
1/4" 0.250" |
|
| K3 (K3C?) |
5/16" 0.312 5" |
|
| K4 |
3/8 0.375" |
(#9) |
| K5 |
7/16 0.437 5" |
(#26) |
| K7 |
7/32" 0.218 75" |
|
| ?? |
21/64 0.328 125 |
|
| K30 |
15/64" 0.234 375 |
|
| K32 |
1/4" 0.250" |
|
| KG |
1/4" 0.250" |
|
| KI |
5/32" 0.156 25" |
|
| KK |
9/32" 0.281 25" |
|
| K30 |
15/64" 0.234 375" |
(#13) |
B-Taper (DIN ISO
239)
Often used for drill chucks, like the older Jacobs tapers - (B6
is very close to the end of a Morse taper II)
| Size |
Large
End |
Small
End Dia. |
Taper
Length |
Taper
per ft.** |
| B6 |
6,350mm
0.2500" |
5,85mm
0.2303" |
10mm
0.3937" |
0.6 |
| B10 |
10.094mm
0.3974" |
9,4mm
0.3701" |
14,5mm
0.5709" |
0.5743 |
| B12 |
12,065mm
0.4750" |
11,1mm
0.4370" |
18,5mm
0.7283" |
0.6259 |
| B16 |
15,733mm
0.6194" |
14,5mm
0.5709" |
24mm
0.9449" |
0.6165 |
| B18 |
17,780mm
0.7000" |
16,2mm
0.6378" |
32mm
1.2598" |
0.5925 |
| B18* |
17,431mm
0.6863" |
16,2mm
0.6378" |
25mm
0.9843" |
0.5909 |
| B22 |
21,793mm
0.8580" |
19,8mm
0.7795" |
40,5mm
1.5946" |
0.5905 |
| B24 |
23,825mm
0.9380" |
21,3mm
0.8386" |
50,5mm
1.9882" |
0.6 |
* 7mm short of DIN ISO 239
** 12((D-d)/L)
ER
Tapers
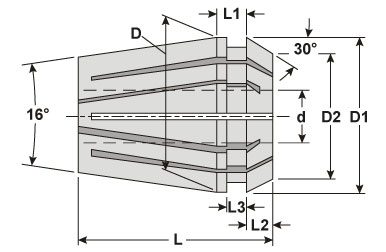
| ER Collet Size |
d H7 Capacity [mm] |
D |
D1 |
D2 |
L |
L1 |
L2 |
L3 |
| ER11 |
1.0 ~ 7.0 |
11 |
11.5 |
9.5 |
18 |
3.8 |
2.5 |
2 |
| ER16 |
1.0 ~ 10.0 |
16 |
17 |
13.8 |
27.5 |
6.26 |
4 |
2.7 |
| ER20 |
1.0 ~ 13.0 |
20 |
21 |
17.4 |
31.5 |
6.36 |
4.8 |
2.8 |
| ER25 |
1.0 ~ 16.0 |
25 |
26 |
22 |
34 |
6.66 |
5 |
3.1 |
| ER32 |
2.0 ~ 20.0 |
32 |
33 |
29.2 |
40 |
7.16 |
5.5 |
3.6 |
| ER40 |
3.0 ~ 26.0 |
40 |
41 |
36.2 |
46 |
7.66 |
7 |
4.1 |
Taper wipers
Taper wipers are used to get the last bit of grit off the metal -
a single spec can ruin the run out of the mechanical joint.
Traditionally, these have had felt wipers, but felt picks up the
dirt and holds it - mixed with oil you now have a crude lapping
compound.
A much better approach is to use a clean shop rag - or paper
towel - wrap around the taper cleaner and clean until no more dirt
comes out.
Email