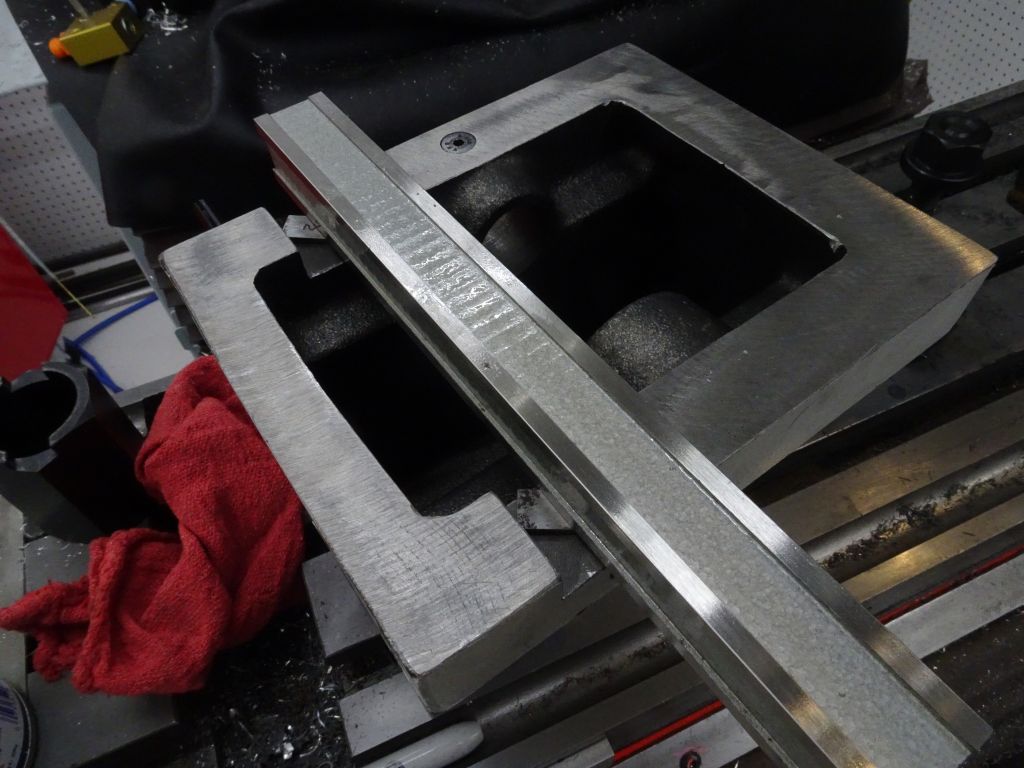
(263/325) 2022-11-11_18-34-28.jpg
Used my Russian straight edge.
262: Not cleaned up.. will have to mill it.
261: Getting closer. Put loctite 'make-a-gasket' on top of the stands and under the lathe.
260: Picking up the lathe. The motor lift helps with balencing.
259: Every thing is full of grit.
258: I think I will add a jack screw to the block on the right.
257: Packed with grease mixed with metal bits..
256: More to clean.
255: Gib direction
254: Scraped dovetails? or just decoration?
253: 2022-11-08_14-19-37.jpg
264: Cleaning up the top of the tailstock. Indicated true with the plunger.
265: Cleaned up the rough edge (3 pictures back).
266: This is the 10" face-plate they sent me! Foundry sand surface. You have to be kidding? I would expect better out of China.
267: Rough adjust tail stock -- not working right.
268: Milled a flat for the adjusters to push on - and cleaned up the cross-surfaces.
269: hanging the scale mount - jack screws to set angles.
270: hanging the scale mount - jack screws to set angles.
271: Brass tipped grub scews for tail-stock. You can also see the slot I cut in the brass shaft.
272: Art sent me this on the bench micrometer I restored.
273: Art says he is going to send this to me - can't wait!